




Працэс вытворчасці прыцёртых канічных шасцярняў
Працэс вытворчасці ламеляванайканічныя шасцярніпрадугледжвае некалькі этапаў для забеспячэння дакладнасці і якасці. Вось агульны агляд працэсу:
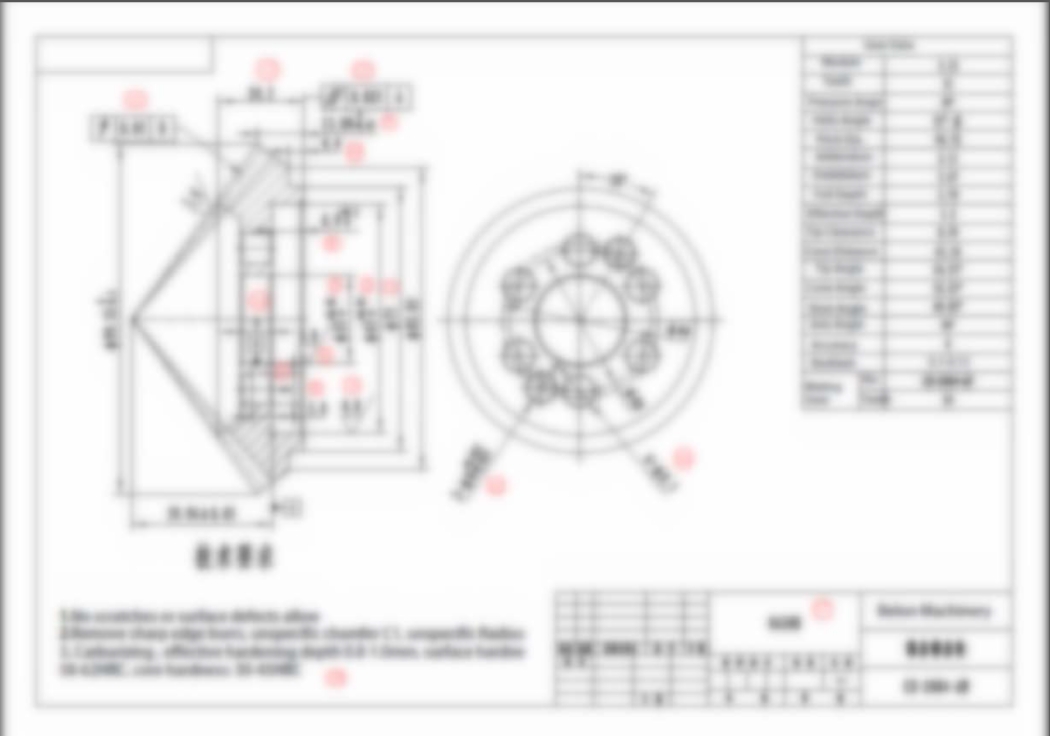
ДызайнПершы крок — распрацоўка канічных зубчастых колаў у адпаведнасці з канкрэтнымі патрабаваннямі прымянення. Гэта ўключае вызначэнне профілю зуба, дыяметра, кроку і іншых памераў.
Выбар матэрыялуДля прыціраваных канічных зубчастых колаў звычайна выкарыстоўваецца высакаякасная сталь або легаваныя матэрыялы з-за іх трываласці і даўгавечнасці.

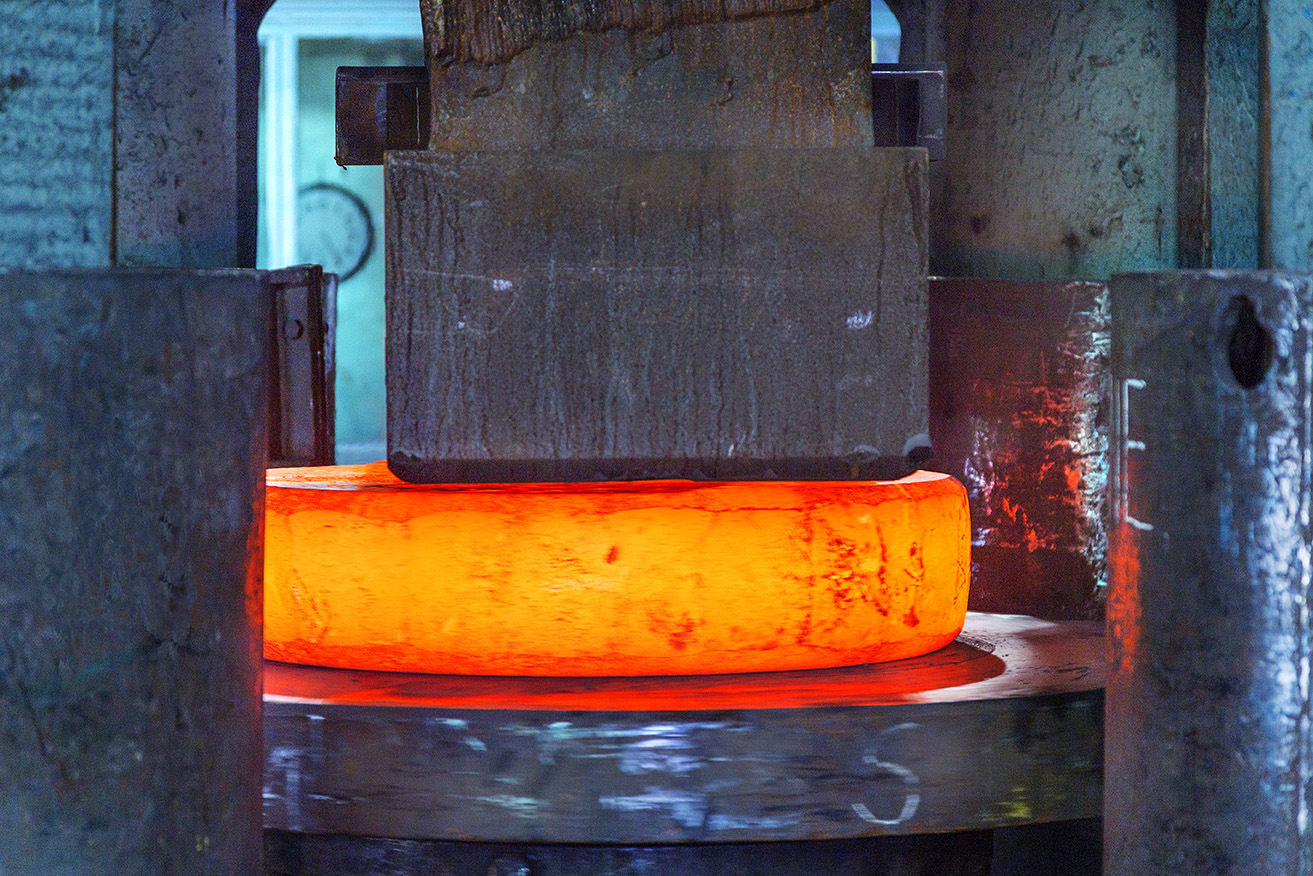
КоўкаМетал награваецца і фармуецца з дапамогай сціскальных сіл, каб стварыць патрэбную форму шасцярні.
Такарны станок: чарнавое тачэнне: выдаленне матэрыялу і наданне формы. Чыстовае тачэнне: дасягненне канчатковых памераў і якасці паверхні апрацоўванай дэталі.

ФрэзераваннеЗагатоўкі для шасцярні выразаюцца з абранага матэрыялу з дапамогай станка з ЧПУ. Гэта прадугледжвае выдаленне лішняга матэрыялу, захоўваючы пры гэтым патрэбную форму і памеры.

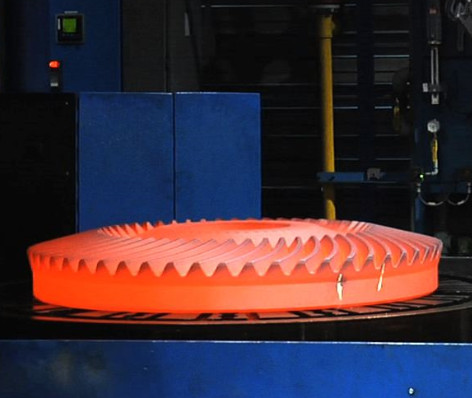
Тэрмічная апрацоўкаЗатым падвяргаюцца тэрмічнай апрацоўцы для павышэння трываласці і цвёрдасці. Канкрэтны працэс тэрмічнай апрацоўкі можа адрознівацца ў залежнасці ад выкарыстоўванага матэрыялу.
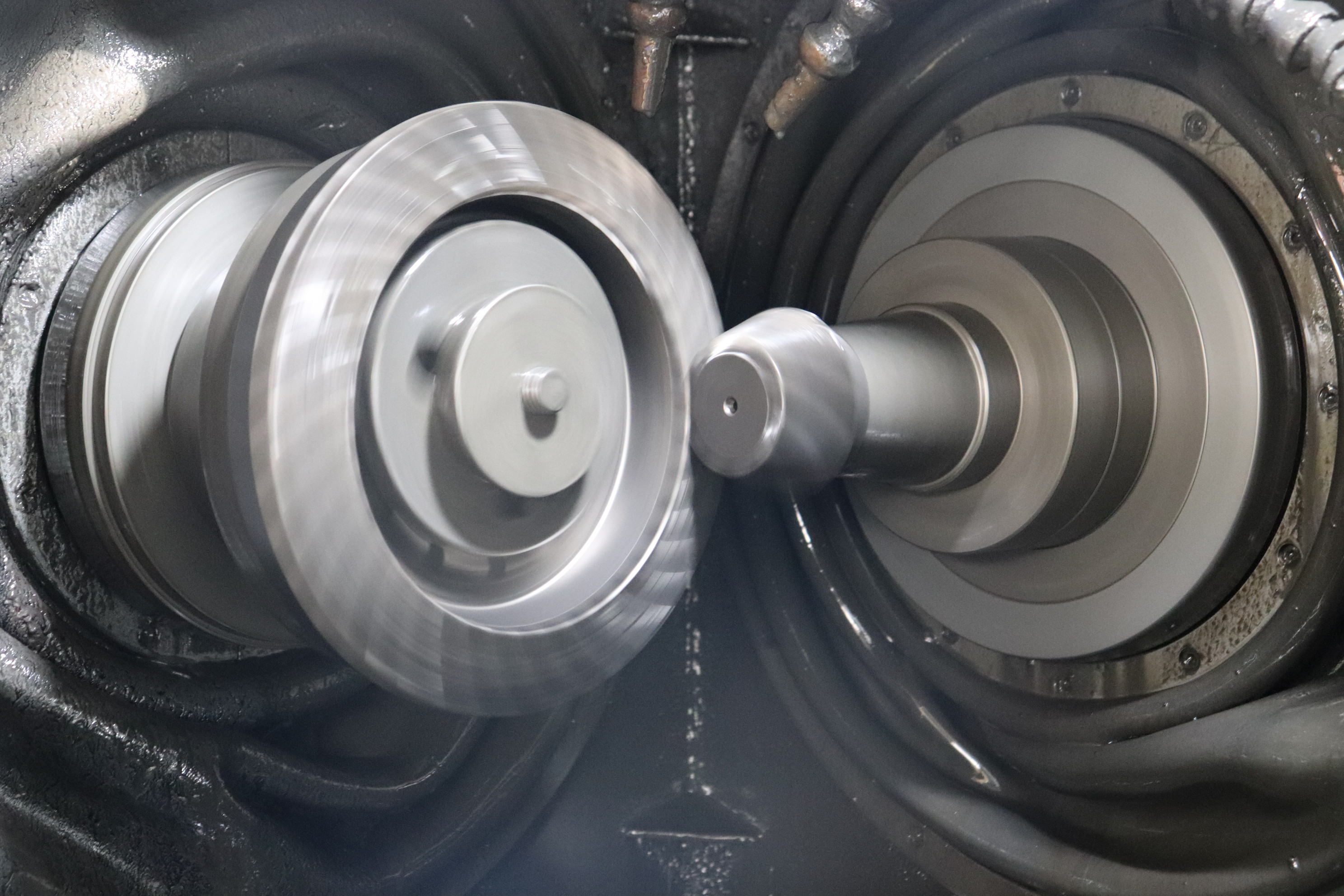
Шліфаванне вонкавага/ўнутранага дыяметраПрапануе перавагі з пункту гледжання дакладнасці, універсальнасці, якасці паверхні і эканамічнай эфектыўнасці

ПрыціркаПрыцірка — найважнейшы этап вытворчасці канічных зубчастых колаў. Яна прадугледжвае трэнне зуб'яў шасцярні аб круцільны прыцірны інструмент, які звычайна вырабляюць з мяккага матэрыялу, напрыклад, бронзы або чыгуну. Працэс прыціркі дапамагае дасягнуць высокіх дапушчальных значэнняў, гладкіх паверхняў і належных кантактных малюнкаў зуб'яў.
Працэс ачысткі: Гэтыканічныя шасцярнімогуць праходзіць аздабленне, такое як выдаленне задзірын, ачыстка і апрацоўка паверхні, для паляпшэння іх знешняга выгляду і абароны ад карозіі
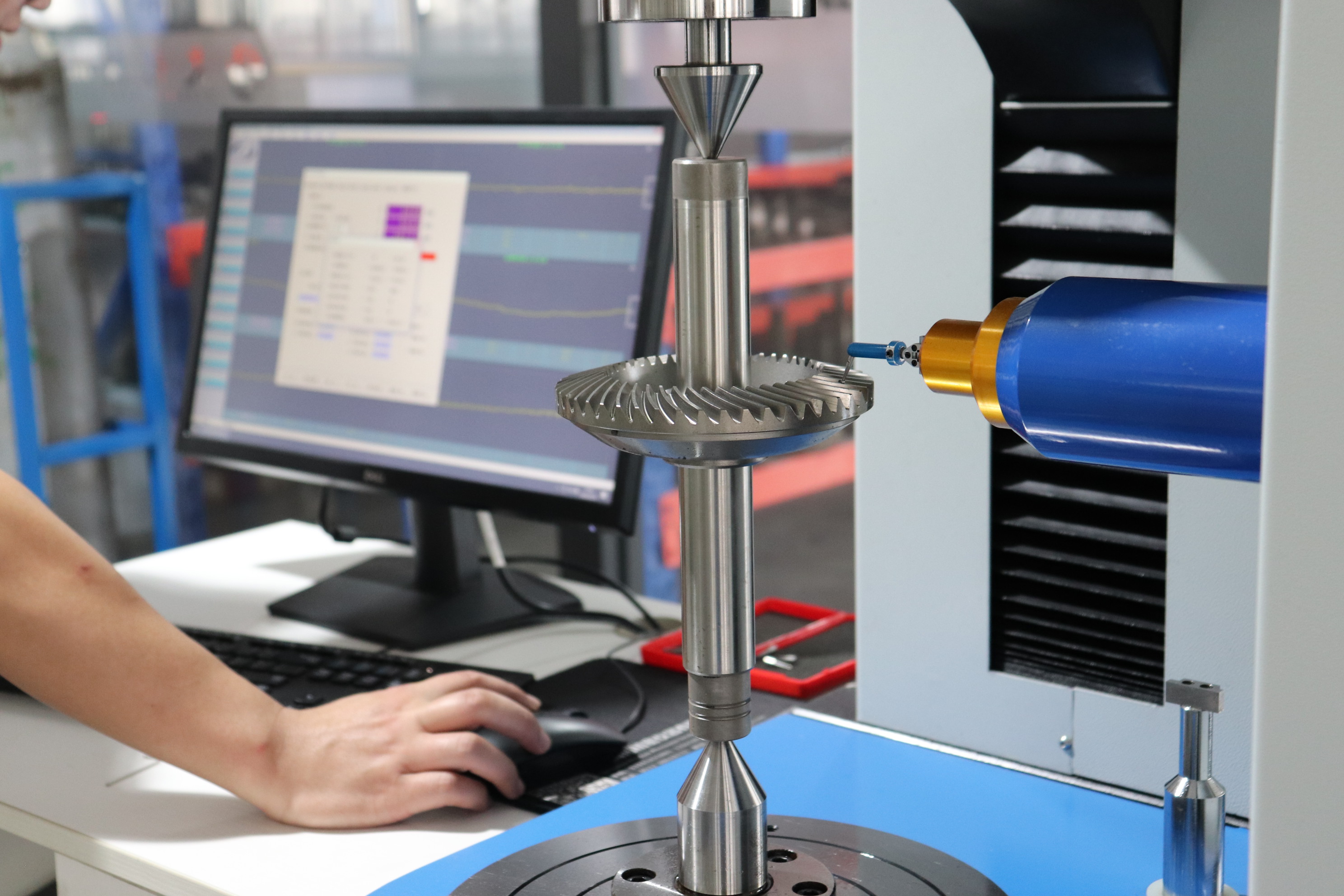
ІнспекцыяПасля прыціркі шасцярні праходзяць дбайную праверку на наяўнасць дэфектаў або адхіленняў ад неабходных спецыфікацый. Гэта можа ўключаць у сябе выпрабаванне памераў, хімічныя выпрабаванні, выпрабаванне дакладнасці, выпрабаванне зачаплення і г.д.
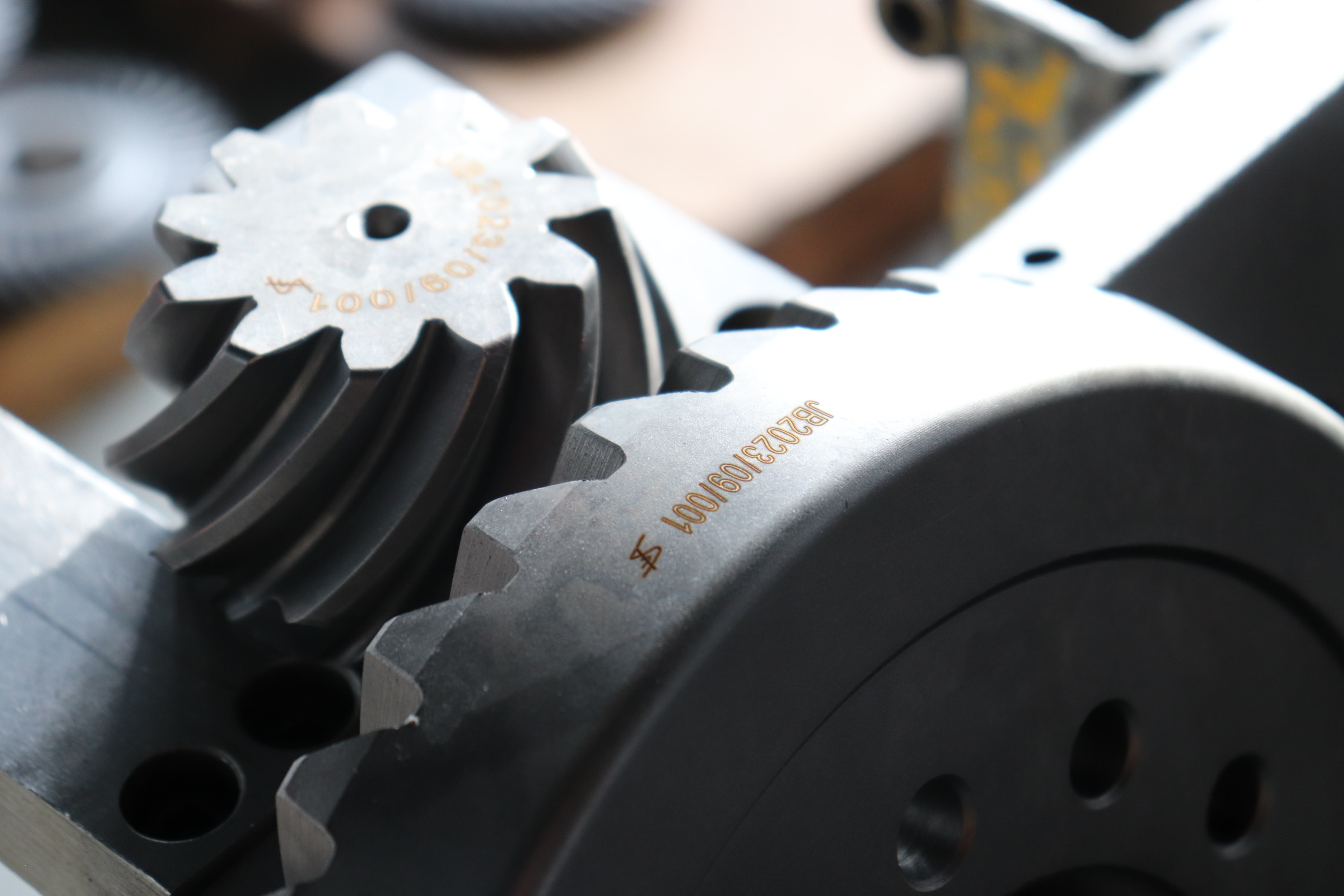
МаркіроўкаНумар дэталі нанесены лазерам па запыце кліента для больш лёгкай ідэнтыфікацыі прадукту.
Упакоўка і складаванне:

Важна адзначыць, што вышэйзгаданыя крокі даюць агульны агляд вытворчага працэсу для прыціркіканічныя шасцярніДакладныя метады і працэсы могуць адрознівацца ў залежнасці ад канкрэтнага вытворцы і патрабаванняў да прымянення.
Час публікацыі: 20 кастрычніка 2023 г.